15230700055


更新时间:2024-12-28 08:41:12 浏览次数:12 公司名称:盐山县 友骏管道有限公司
| 最小起订 | 6米 |
|---|---|
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | Q235B、20# |
| 产品品牌 | 友骏 |
| 产品规格 | 无缝、直缝、螺旋 |
| 发货城市 | 沧州 |
| 产品产地 | 河北 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 118Kg |
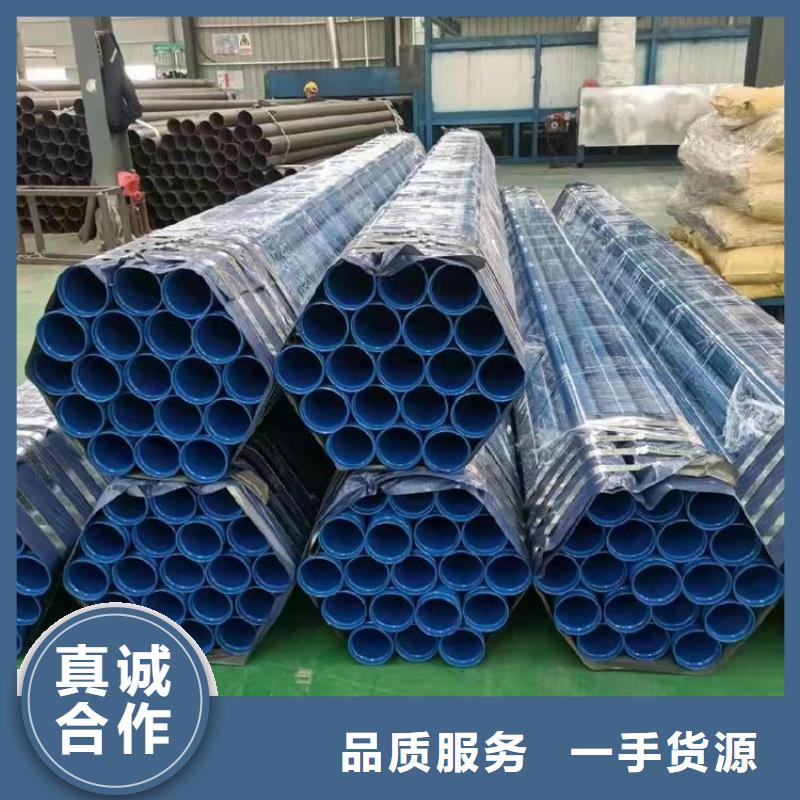
| 产品颜色 | 蓝色、红色、黄色、黑色 |
| 质保时间 | 1年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 消防给水 市政排水 燃气输送 |
| 是否进口 | 否 |
| 质量认证 | 已认证 |
| 产品功率 | 160 |
| 工作温度 | 80° |
| 连接方式 | 焊接、卡箍、丝扣、承插 |
| 产品特性 | 耐腐蚀 使用寿命长 |
| 配送服务 | 配送到场 |
| 涂层 | 环氧粉末 |
| 涂层厚度 | 国标 |
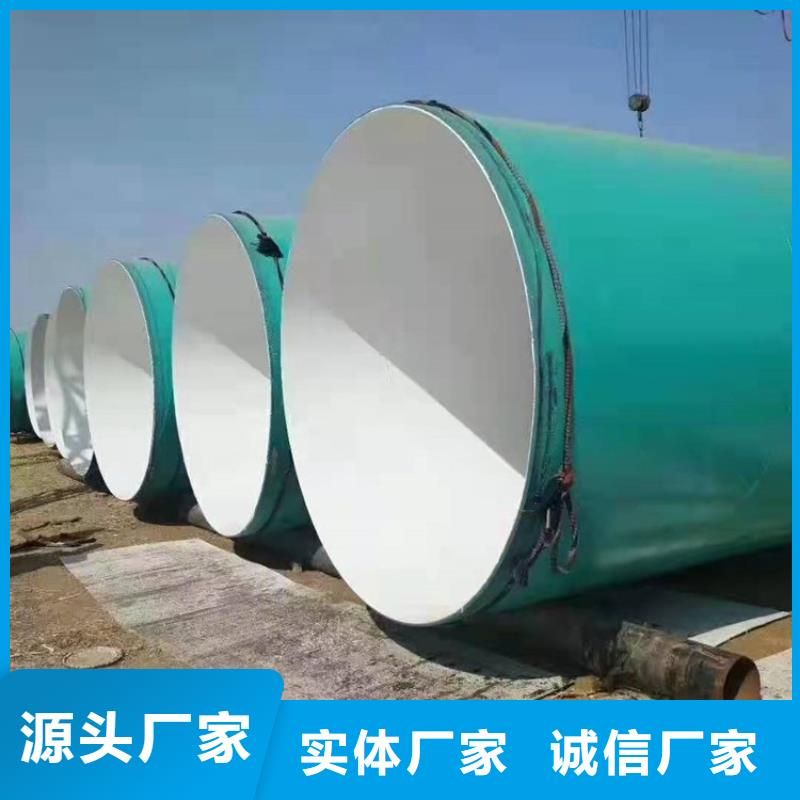

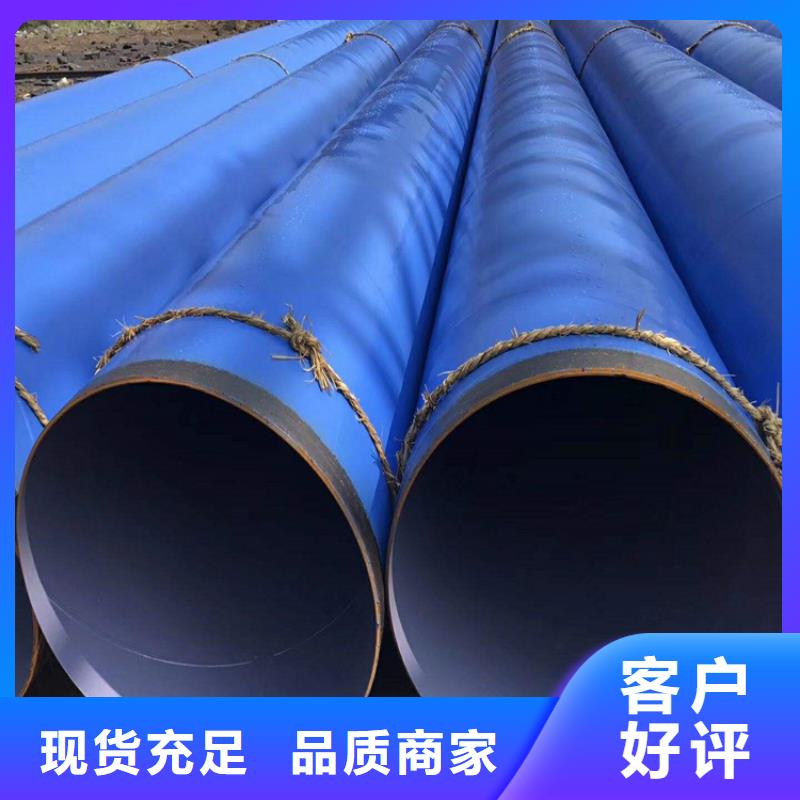
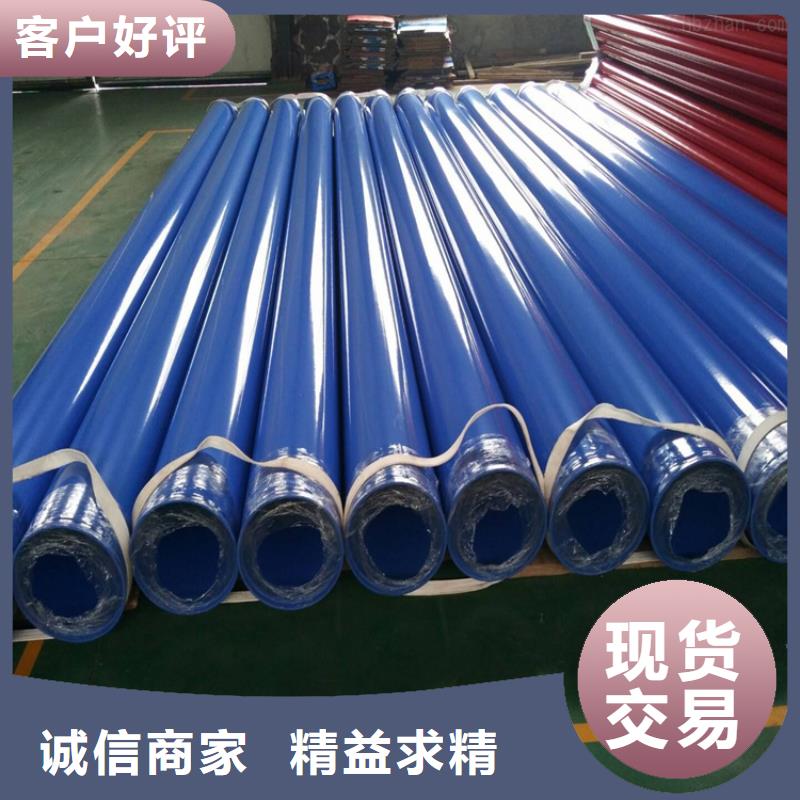

涂塑钢管的基管采用热镀锌钢管、焊管、无缝管、螺旋管经表面处理,加热后喷、滚、吸、浸、涂各种材质塑粉而成,主要分为内涂塑和内外涂塑两种,涂层材质一般采用环氧树脂和聚乙烯,也可根据用户要求定做加工。
1.涂层附着力:聚乙烯涂塑层附着力≥30N/cm环氧树脂涂层附着力为1~3级。
2.弯曲性能:公称通径不大于50mm钢管进行弯曲,弯曲后不发生裂纹,管体与涂层之间不发生分层现象。
3.压扁性能:公称通径大于50mm不超过600mm的涂塑钢管进行压扁,压扁后不发生裂纹,管体与涂层不发生分层现象。
4.卫生要求:输送生活用水,冷热水的涂塑钢管的涂层符合GB/T17219的要求。
涂塑钢管应用于给排水、消防喷淋、工业循环水、纯净水、电缆防护等领域,所涉及的行业有民用、建筑、工业、化工、电力、石油、医药、海洋、高速公路、地铁隧道、天然气、船舶、农业、煤矿等行业,公司产品性能、技术指标均达行业先进水平,可根据客户需求定做加工,满足广大客户的需要!
涂塑钢管的发展越来越快,其使用的广泛性也比较大,那么涂塑钢管到底应该有什么特点呢?具体情况是这样的:①涂塑钢管的连接十分简单,能够节省劳力。②涂塑钢管可以耐腐蚀,不会出现结垢的情况,流体的阻力比较小,可以应用在井下输送高硫水质和输送含钙、镁等离子的水,减少成本,使用时间要长于其它的管材。③涂塑钢管的涂层拥有优良的附着力,钢管的外观通过比较特别的处理,工艺的固化与涂层附着力要超过30N/10mm。涂塑钢管④内外树脂层十分精密,涂层的厚度要超过0.5毫米,并不存在针孔,拥有非常的耐腐蚀能力。⑤涂塑钢管的机械能力比较好,能够承受环境条件比较差的地方,涂层韧性很好,钢管机械强度比较大,拥有很好的承受性能。⑥涂塑钢管的阻燃能力比较好,使用的是塑料原料里面加入阻燃剂,它的阻燃能力的指标达到了行业标准,同时它的钢塑复合结构以及阻燃能力要比纯塑料管材好得多,可以应用在井下易燃易爆的位置。
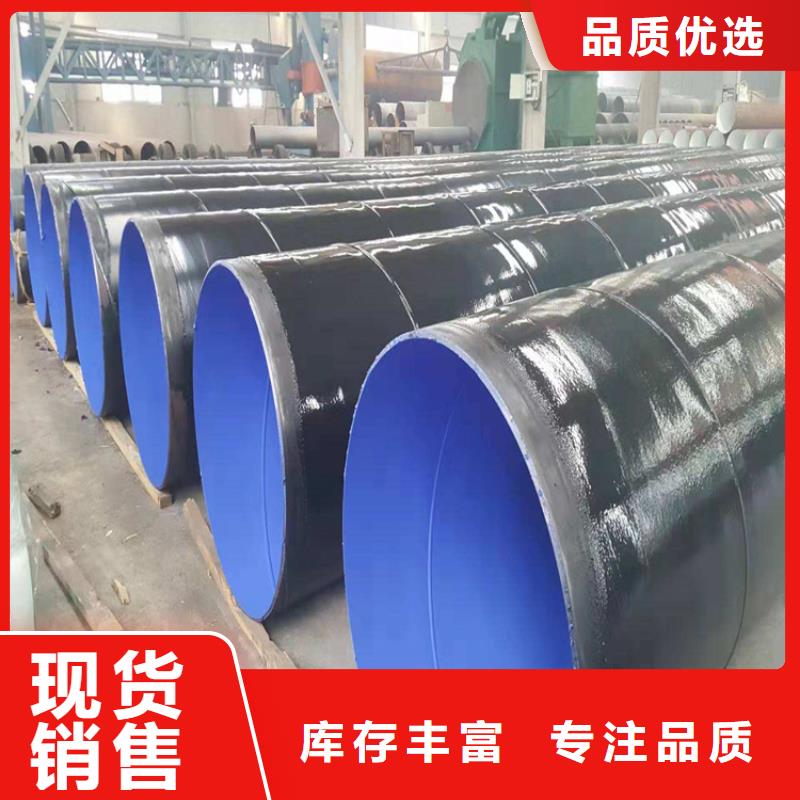
涂塑钢管是以钢管为基体,通过特殊工艺在内壁熔融喷涂或吸附食品级环氧粉末涂料或PE原料经高温固化而成的新型复合材料。具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送,聚氯乙烯(PVC)涂塑钢管适用于排水、海水、油、气体等介质的输送涂塑钢管工艺是目前国内进的防腐技术,涂塑钢管及其系列产品,根据使用介质及工作条件,用不同配方的高分子防腐粉末涂料,通过特殊的设备将其均匀地涂覆于金属表面,经固化和塑化后在金属表面形成一层均匀、致密、光滑的塑料涂层,成为一种新型的钢塑复合管。它集钢材优越的机械性能与高分子材料卓越的耐化学腐蚀性能于一体,极大地延长了钢管的使用寿命,具有独特的防腐耐酸碱性、抗磨损、无结垢、助润滑、耐负压等优越性,可替代衬塑管、镀锌管、不锈钢管、铜管等。煤矿专用衬塑复合管是在普通钢管涂塑工艺基础上,对原材料配方工艺进行调整,使其内外塑料涂层,具有抗静电、阻燃性强,从而达到煤矿井下的使用要求。
涂塑钢管加工工艺分为四种:热浸塑、高压静定喷涂、滚塑、包塑。而且连接方式的不同其加工的过程也不相同。该产品所需要的原材料为塑料粉末和钢管。整个加工的开始需要采购原材料,消防一般采用的塑料粉末为环氧树脂,所用钢管型号为无缝钢管、直缝钢管或螺旋管,原材料采购回来步进行检验,特别是钢管型号、长度、壁厚需要测量。
涂塑复合钢管的施工工艺
一、检验:管材进厂后,检查数量、壁厚是否符合要求,是有缝或无缝管材,管材两端是否圆整和弯曲;
二、去污:检查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如发现有毛刺后去除、磨平;
三、酸洗:将管材(管件)浸入池中浸泡(20-25)分钟,除锈后捞出,转入下一道工序;
四、水洗:将酸洗后的管材放入清水池中水洗一次后捞出;
五、磷化:将清洗完毕的管材(管件)浸入磷化液中浸泡(10-15)分钟捞出并晾干;
六、喷涂:将晾干后的管材(管件)放置在管架上进行内、外喷涂,喷涂前根据客户要求选择不同颜色的涂粉,喷涂过种中要严格控制静电量、喷机的转速、喷的出粉量,做到喷涂均匀,避免漏点;
七、固化:待烘干管材进入烘干车间后,工作人员要及时调整管材的摆放位置,尽量做到只留支撑点的损伤面积,按照涂粉的周化要求,预先调试好烘箱温度及固化时间,并做好每一炉的记录;产品出烘箱时,严禁在高温下作业,用裸水触摸;待产品冷却后,正确摆放,查找磨损点,及时修补后转入下道工序;
八、包装:用测厚仪检查产品内外壁喷层厚度是否符合要求,用测漏仪检验产品内部是有无漏点,如全部合格后,用专用工具进行包装。